



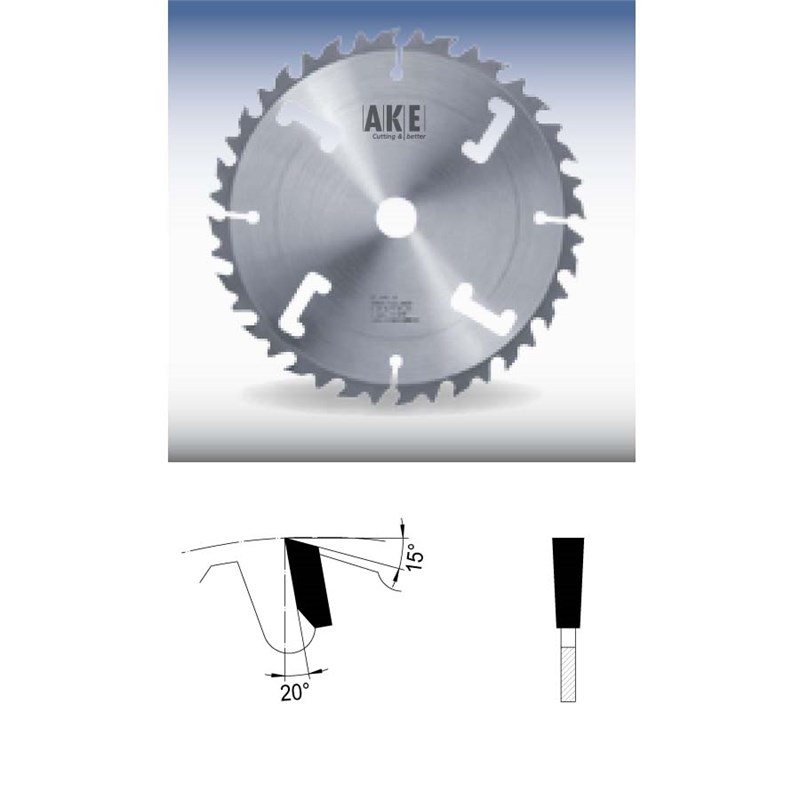
合金锯片的基体平直度端面控制一般要求在100 / 0。5或更小跳动,对刀具摩擦发热使用寿命有极其重要意义,各种材料或热处理工艺,磨削、砂轮、冷却回火等工艺都会给基体造成先天不足。尤其冲压齿型通过热处理后材料不同程度伸缩,使原来冲压形成对等角度受到破坏,或手动修齿焊齿都受到多方面破坏和诸多因素影响。合金锯片在磨齿过程中磨齿设备及硬件受一定条件所制约。工艺运用不恰当时,两侧角相对角度标准磨出来了。合金锯片的后角及前角受到机械精度或非精度影响,所有要求角度产生不同程度变化对切削产生严重后果,为得到更好效果,所以先将前角对等粗磨分度,再按磨削工艺走,产品得到一定保证。不管现实各个厂家采用台湾、日本式或德国式设备磨齿、基体内孔标准精度都是严重影响后角径跳,主要因素当然锯片平直度、对中度、砂轮粒度、磨削液、进给速度及进给量、机械精密度、拨齿机构设计等都存在不可忽略关系。
本站主营:AKE合金锯片、Mermaid合金锯片、ddb合金锯片

